
Researchers at NIST have demonstrated that altering the laser scan pattern in metal 3D printers to elliptical loops stirs the melt pool, allowing real‑time alloy mixing without new hardware. The method, verified with X‑ray diffraction at Argonne’s Advanced Photon Source, could let existing printers create custom alloys and graded parts via a simple software update.

The National Institute of Standards and Technology has shown that a simple change to the laser scan pattern in metal 3D printers can stir molten metal and create custom alloys on demand. The development could reduce the need to stock many different pre‑alloyed powders.
In laser powder bed fusion the laser normally follows straight lines across each powder layer. Each melt pool exists for only a few microseconds, limiting how much the different metals can mix. By programming the laser to trace looping ellipses as it moves forward the melt pool stays liquid longer and is stirred continuously.
Existing printer firmware does not generate these elliptical paths, so the NIST team wrote its own control software. Because the modification is purely in the scan pattern, any machine that uses laser powder bed fusion can adopt the method with a firmware update.
To observe the mixing in real time the researchers turned to the Advanced Photon Source at Argonne National Laboratory. There they used high‑energy X‑ray diffraction to watch a dense high‑entropy alloy (RHEA‑19) and a lightweight titanium alloy combine into a new homogeneous phase. 
The diffraction technique sends X‑rays through the molten metal, measures how they bounce off atomic planes, and reconstructs the evolving crystal structure. This let the team confirm that alloying occurred during the print rather than after cooling. 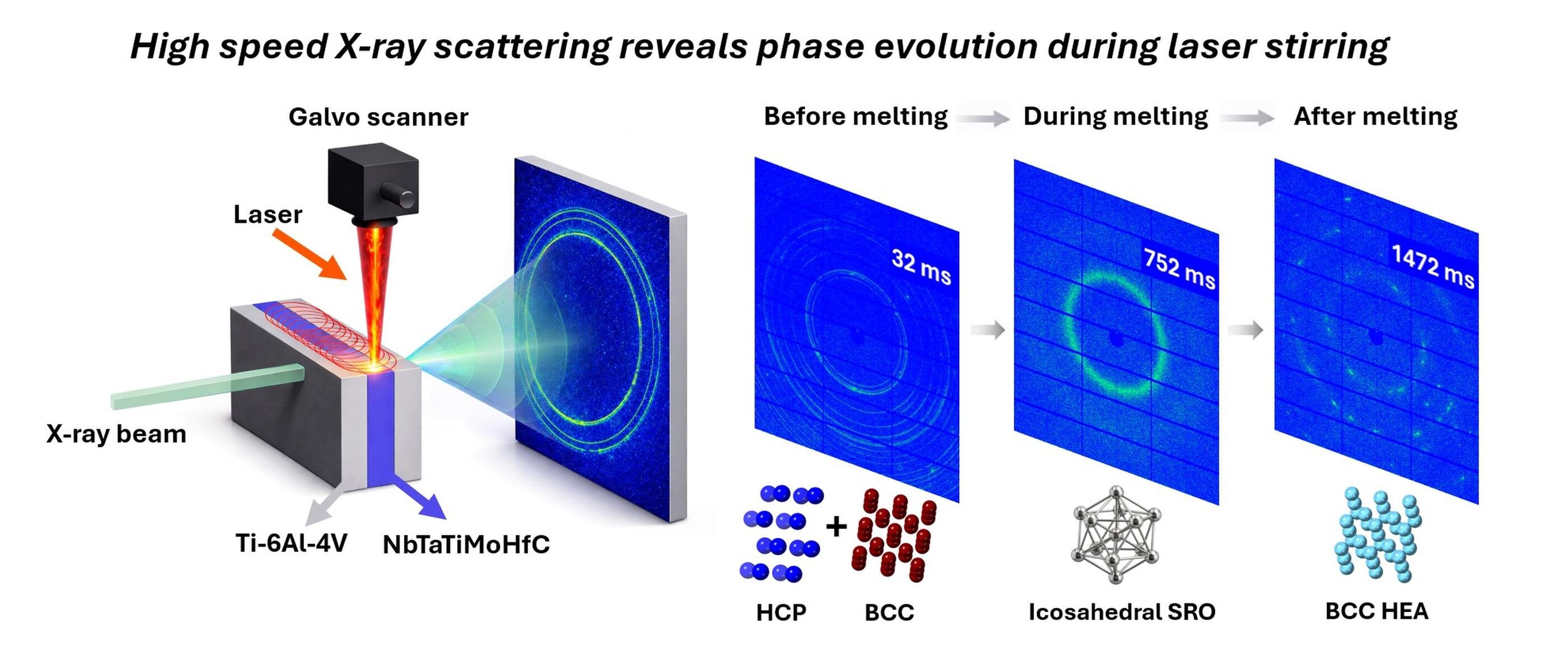
The approach means a printer could start with elemental powders and blend them into any desired composition while building a part. It also enables continuous grading of composition within a single component, such as a turbine blade that transitions from a nickel‑based alloy to a titanium alloy without a brittle weld joint.
NIST lists elliptical scan patterns among the control strategies it is studying to suppress pores, cracks and undesirable microstructures in additive manufacturing. "Commercial 3D printer software cannot produce these patterns," said Ho Yeung, a NIST researcher, adding that the team had to write the software from scratch.
Luke James is a freelance writer and journalist who covers hardware and microelectronics. His work often explores the intersection of regulation and emerging technologies. 
Because the change requires only a software update, existing metal 3D printers on factory floors could implement the technique immediately, opening a path to more convenient and stronger alloy printing. This could lower barriers for manufacturers looking to expand the range of printable alloys without investing in new equipment.
Comments
Please log in or register to join the discussion